倒角标注方法有哪些(机械设计之倒角)
100次浏览
发布时间:2024-10-08 08:36:50
前言:倒角(Chamfer),即通过切削工件的边角使其形成特定的倾斜面,以消除机加工时产生的毛刺并方便零件组装。通常会在零件端部进行此工艺。简单说,倒角就是在材料上磨出有角度的表面。例如,可将物品的清晰边缘磨制成C型(正方形)或R型(圆形)的斜面,或R形凸状结构。
一、国家标准中的标注方法
参考《GB/T 4458.4-2003 机械制图尺寸注法》
1、45 °倒角标注:
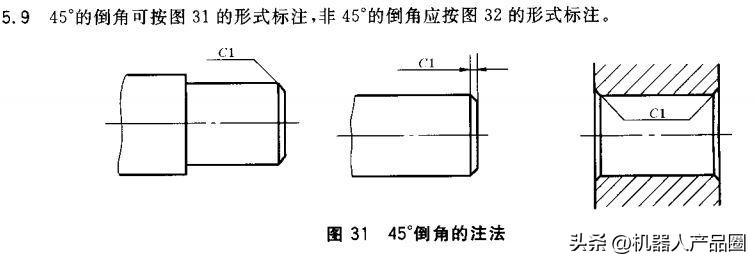
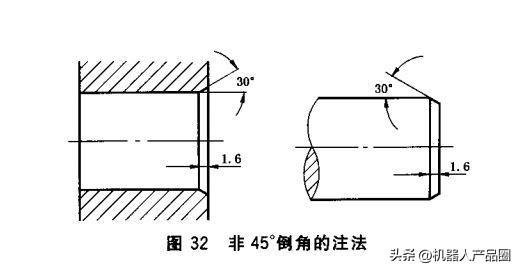
2、非 45° 倒角的注法:
二、倒角的种类
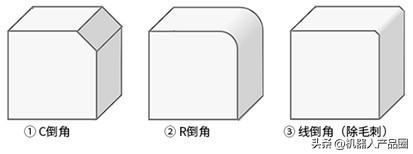
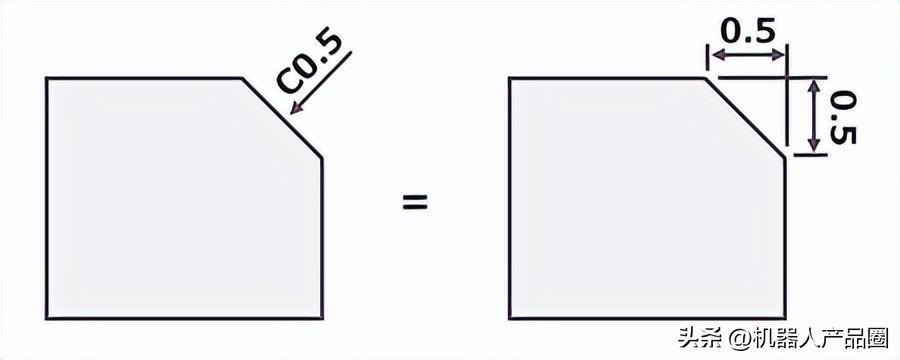
1、C倒角
C倒角是指在材料的角上加工出指定角度的面。倒角一词多数时候就是指C型倒角。在图纸中,是在边缘位置标注←C0.5,或是标注“未指定面C0.5”等。这里的C0.5就是指从边缘开始以45°加工为0.5mm的斜面。请注意,并非指斜面的长度。
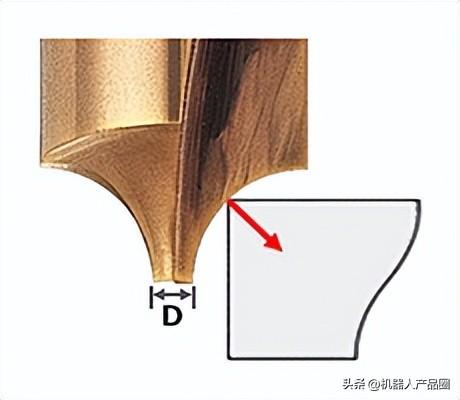
2、R倒角
R倒角是指将材料的角部位加工成圆弧形。在图纸上指定“应做R倒角”等。“R倒角”加工有时也称为“R加工”或“Round加工”。
3、线倒角(除毛刺)
线倒角是指在材料的角上加工出肉眼无法看出的面。通常认为线倒角是C0.2~0.3左右,但与C倒角和R倒角不同之处在于,对于倒角的形状和尺寸并没有做明确规定。在图纸中常标注为“未指定的角部做线倒角”或“每条边必须无毛刺”。
三、倒角的作用
1. 提高安全性
机械加工后,工件边缘往往会产生锐利的尖角和毛刺,这些尖角和毛刺不仅容易割伤操作者的手,还可能对其他接触到的表面造成划痕或损伤。通过倒角处理,可以有效地去除这些锐利的边缘和毛刺,降低操作风险,提高工件的安全性。
2. 提升品质
倒角处理能够去除工件表面的毛刺和锐利部分,减少零件之间的相互摩擦和划痕,提高零件的表面质量。同时,它还能防止毛刺脱落导致的意外问题,如杂质混入机械内部造成故障等。
3. 改善组装性能
倒角可以作为装配时的引导,帮助零件顺利对齐和装配。在紧配合的情况下,倒角能够允许一定的装配误差,使装配过程更加容易和可靠。此外,倒角还能减少装配过程中的摩擦阻力,提高装配效率。
4. 解决应力集中
在某些情况下,如轴承钢等高强度材料在热处理前的粗加工阶段,倒角可以有效地释放材料内部的应力,避免应力集中导致的材料变形或裂纹产生。这对于保证工件的稳定性和延长使用寿命具有重要意义。
5. 提高零件的疲劳强度
倒角处理可以改善零件表面的应力分布,减少应力集中现象,从而提高零件的疲劳强度。这对于承受循环载荷的零件尤为重要,如轴类、齿轮等。
6. 增加美观性
通过精心设计的倒角处理,可以使工件的外观更加美观和精致。这在一些对外观要求较高的领域,如汽车、航空航天等,尤为重要。
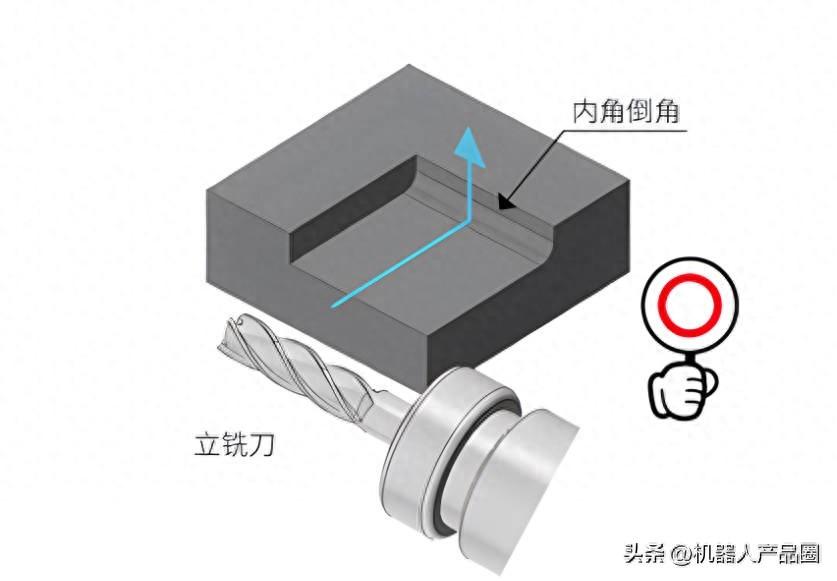
四、倒角的加工方法
1、准备工作
首先,需要选择合适的铣床和刀具。根据工件的材质、倒角的大小和形状,选择适当的刀具类型和尺寸。同时,确保铣床的调整和维护工作已经完成,以保证加工过程的稳定性和精度。
2、装夹工件
将工件固定在铣床的滑台上,确保工件的位置稳定和准确。根据工件的形状和尺寸,选择合适的夹具和装夹方式,以防止工件在加工过程中发生移动或变形。
3、选择合适的刀具
根据倒角的形状和大小,选择合适的倒角刀具。对于C型倒角,可以使用专用的倒角刀具;对于R型倒角,可以选择具有相应半径的圆弧刀具。确保刀具的锋利度和精度符合加工要求。
4、设定加工参数
根据工件的材质、刀具的类型和倒角的大小,设定合适的加工参数,包括切削速度、进给量和切削深度等。这些参数的选择将直接影响加工的质量和效率。
4、进行铣削加工:启动铣床,将刀具按压在工件上,按照设定的参数进行铣削加工。在加工过程中,要保持刀具的稳定性和精度,确保倒角的形状和尺寸符合要求。
5、检查加工质量
加工完成后,对倒角的质量进行检查。可以使用量具或目视检查等方法,检查倒角的形状、尺寸和表面质量等是否符合要求。如有不合格的情况,需要及时进行调整和修正。
6、加工要点
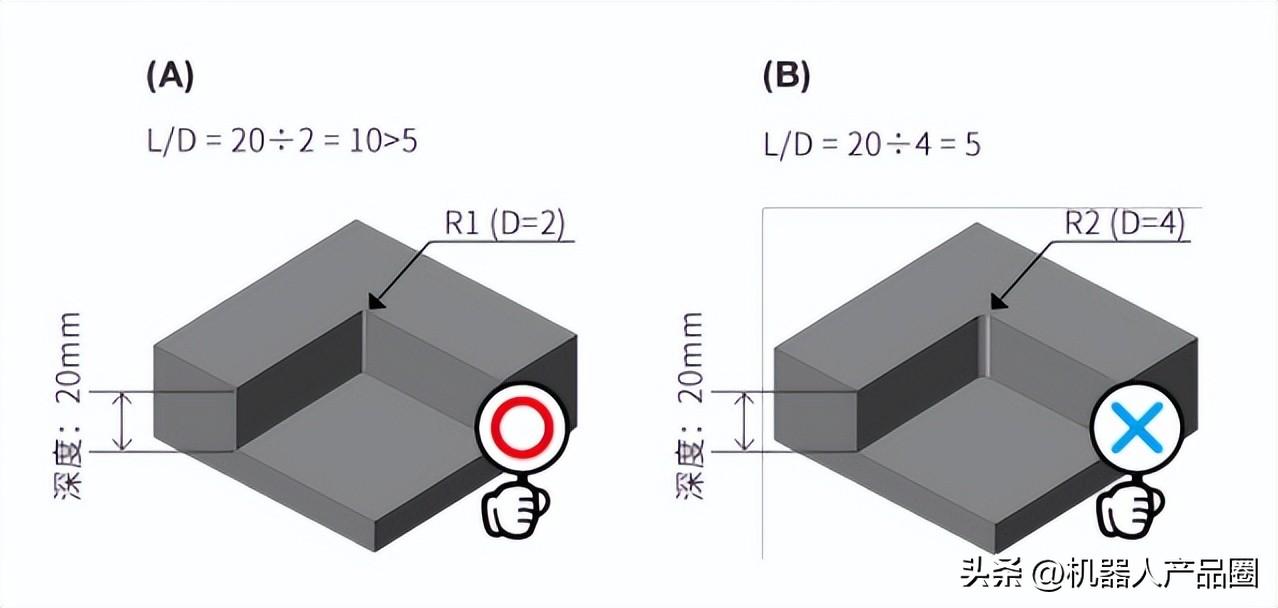
(1)考虑最大切深条件:在进行铣削加工时,需要考虑刀具的最大切深条件。切深过大可能导致刀具损坏或加工质量下降。因此,要根据刀具的规格和工件的材质,合理设定切深参数。
(2)分阶段切削:当切削量较大时,建议分阶段进行切削。这样可以减少刀具的负荷和磨损,提高加工的稳定性和精度。同时,分阶段切削还有助于及时清理切屑和检查加工情况。

R倒角:理想情况下,在切削方向Ad和Rd上的切削量应大致相同。
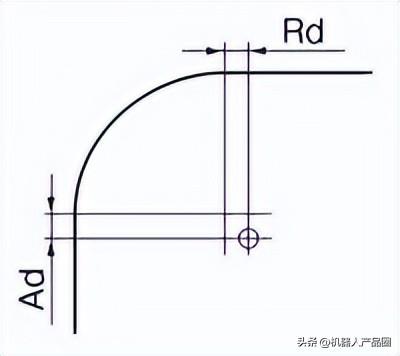
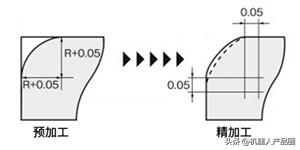
预加工和精加工请采用不同的切深。预加工:1次的切入量对于Rd和Ad来说均应小于0.2D(D为刀尖直径),应分几次完成加工。请保留0.05mm的精加工余量。精加工:Rd和Ad的切入量均以0.05mm为准。
相关文章
-
 眼睛保健操步骤图(8节眼球操,让孩子远离近视) 睛是我们接触外界的窗口,我们主要靠眼睛感知着这个世界,但是随着电子设备的增加,孩子们用眼过度,已经成为很大的问题,小眼镜们越来越多,越来越低... 2024-11-14 10:37:38
眼睛保健操步骤图(8节眼球操,让孩子远离近视) 睛是我们接触外界的窗口,我们主要靠眼睛感知着这个世界,但是随着电子设备的增加,孩子们用眼过度,已经成为很大的问题,小眼镜们越来越多,越来越低... 2024-11-14 10:37:38 -
 叶圣陶简介及代表作品(叶圣陶:文学巨匠与教育家) 叶圣陶(1894年-1988年),原名叶绍钧,字圣陶,来自江苏省吴江县,是中国现代著名的作家、教育家和翻译家。他的创作涵盖小说、散文、诗歌和... 2024-11-14 10:22:42
叶圣陶简介及代表作品(叶圣陶:文学巨匠与教育家) 叶圣陶(1894年-1988年),原名叶绍钧,字圣陶,来自江苏省吴江县,是中国现代著名的作家、教育家和翻译家。他的创作涵盖小说、散文、诗歌和... 2024-11-14 10:22:42 -
 网红店是什么意思(网红店满足了我们什么需求?) 你们那是不是也有网红店?什么脾气暴躁的老板?每天只营业两个小时的餐馆,撸猫撸狗的咖啡馆、排队至少一小时的奶茶店!作为一个直男,我真的很反感这... 2024-11-14 10:07:55
网红店是什么意思(网红店满足了我们什么需求?) 你们那是不是也有网红店?什么脾气暴躁的老板?每天只营业两个小时的餐馆,撸猫撸狗的咖啡馆、排队至少一小时的奶茶店!作为一个直男,我真的很反感这... 2024-11-14 10:07:55 -
 车险一般买哪些险种就可以了(发生交通事故才明白车险应该这样买!) 现在开车上路,难免会发生交通事故,造成自己的人身、财产损失。那么,应该投保哪些保险可以最大限度地减少自己的损失呢?我总结了以下五种车主必买险... 2024-11-14 09:51:42
车险一般买哪些险种就可以了(发生交通事故才明白车险应该这样买!) 现在开车上路,难免会发生交通事故,造成自己的人身、财产损失。那么,应该投保哪些保险可以最大限度地减少自己的损失呢?我总结了以下五种车主必买险... 2024-11-14 09:51:42 -
 天柱山风景区旅游攻略(天柱山旅游,四点注意) 1、体力不好的,不建议全程徒步。但,即使选择索道也需要爬一段路程。2、全程徒步的就住南大门附近,南大门是步行上山的开始,大家要自备水,山上不... 2024-11-14 09:37:13
天柱山风景区旅游攻略(天柱山旅游,四点注意) 1、体力不好的,不建议全程徒步。但,即使选择索道也需要爬一段路程。2、全程徒步的就住南大门附近,南大门是步行上山的开始,大家要自备水,山上不... 2024-11-14 09:37:13 -
 家里养的蕨类植物应该如何养护呢? 蕨类植物开花吗?蕨类植物不开花。蕨类植物是植物中的一类,是高等植物中比较低级的一门,也是最原始的维管植物。蕨类植物孢子体发达,有根、茎、叶之... 2024-11-14 09:21:43
家里养的蕨类植物应该如何养护呢? 蕨类植物开花吗?蕨类植物不开花。蕨类植物是植物中的一类,是高等植物中比较低级的一门,也是最原始的维管植物。蕨类植物孢子体发达,有根、茎、叶之... 2024-11-14 09:21:43 -
 储备干部是什么职位(“储备干部”和“管培生”真是挂羊头卖狗肉吗?) 储备干部含义随着社会经济的发展,我们的行业趋势逐渐现代化,花样繁多,各种各样的专业被细分,那关于储备干部到底是啥,今天小编就和大家说一下。储... 2024-11-14 09:06:41
储备干部是什么职位(“储备干部”和“管培生”真是挂羊头卖狗肉吗?) 储备干部含义随着社会经济的发展,我们的行业趋势逐渐现代化,花样繁多,各种各样的专业被细分,那关于储备干部到底是啥,今天小编就和大家说一下。储... 2024-11-14 09:06:41 -
 柬埔寨景点十大排名(探寻柬埔寨一眼千年的微笑之旅) 很多人的印象中,柬埔寨都是一个比较神秘的国度,之所以神秘,在于之前根本就没机会和时间去了解它。然而穿越千年,与高棉古国在某一时空里相遇,你就... 2024-11-14 08:51:52
柬埔寨景点十大排名(探寻柬埔寨一眼千年的微笑之旅) 很多人的印象中,柬埔寨都是一个比较神秘的国度,之所以神秘,在于之前根本就没机会和时间去了解它。然而穿越千年,与高棉古国在某一时空里相遇,你就... 2024-11-14 08:51:52 -
 隋炀帝修的运河从京口到哪里(曾经高光的隋唐大运河现状如何) 2014年6月22日,隋唐大运河被列入世界文化遗产。这距离隋唐大运河诞生的公元605年已经过去1400多年!源自网络提到隋唐大运河就不得不说... 2024-11-14 08:37:04
隋炀帝修的运河从京口到哪里(曾经高光的隋唐大运河现状如何) 2014年6月22日,隋唐大运河被列入世界文化遗产。这距离隋唐大运河诞生的公元605年已经过去1400多年!源自网络提到隋唐大运河就不得不说... 2024-11-14 08:37:04 -
 洗衣机龙头高度标准尺寸(阳台给水点安装高度尺寸指引) ▷目录1、前言2、给水点安装高度指引1. 前言1.1 为规范精装修各给水点的安装高度,确保高安装高度及位置的合理、实用、符合人体功效学的基本... 2024-11-14 08:22:20
洗衣机龙头高度标准尺寸(阳台给水点安装高度尺寸指引) ▷目录1、前言2、给水点安装高度指引1. 前言1.1 为规范精装修各给水点的安装高度,确保高安装高度及位置的合理、实用、符合人体功效学的基本... 2024-11-14 08:22:20